膜結(jié)構(gòu)工程制作與安裝實(shí)施質(zhì)量控制
發(fā)布日期:2020-07-22 14:30:56
一�����、編制和審核有關(guān)技術(shù)文件����、報(bào)告
對(duì)技術(shù)質(zhì)量文件、報(bào)告的編制和審核����,是對(duì)工程質(zhì)量進(jìn)行控制的重要手段,其具體內(nèi)容如下:
1����、制作項(xiàng)目
(1)審核施工圖、設(shè)計(jì)變更、修改圖���。
(2)試驗(yàn)和編制有關(guān)應(yīng)用新工藝�����、新技術(shù)在��、新材料�、新結(jié)構(gòu)的技術(shù)鑒定書(shū)����。
(3)編制和審核技術(shù)工藝文件(如制作要領(lǐng)書(shū)��、技術(shù)指導(dǎo)書(shū)���、涂裝要領(lǐng)書(shū)����、包裝與運(yùn)輸要領(lǐng)書(shū)�����、工藝規(guī)程)等,質(zhì)量檢驗(yàn)文件(如質(zhì)量檢查要領(lǐng)書(shū)����、質(zhì)量檢查表式等)。
(4)對(duì)有關(guān)材料���、半成品的質(zhì)量檢查表式等�。
(5)及時(shí)反饋反映工序質(zhì)量動(dòng)態(tài)的統(tǒng)計(jì)資料或管理圖表��。
(6)及時(shí)處理有關(guān)工程 項(xiàng)目質(zhì)量事故���,作好處理報(bào)告�����,提出合適的糾正與預(yù)防措施���。
(7)做好產(chǎn)品驗(yàn)收交貨資料。
2��、安裝項(xiàng)目
(1)編制與審核施工方案和施工組織設(shè)計(jì)����,確保工程質(zhì)量有可靠的技術(shù)措施�����。
(2)審核正式開(kāi)工報(bào)告���,下達(dá)開(kāi)工指令。
(3)審核進(jìn)入施工現(xiàn)場(chǎng)各分包單位的技術(shù)資質(zhì)證明文件�、人員上崗資質(zhì)證書(shū)。
(4)審核有關(guān)材料�、成品、半成品的質(zhì)量檢驗(yàn)指靠�、材質(zhì)證明書(shū)、試驗(yàn)報(bào)告�����。
(5)審核施工圖��、設(shè)計(jì)變更��、修改圖紙與通知���、協(xié)議、指示�����。
(6)編制與試驗(yàn)有關(guān)應(yīng)用新工藝、新技術(shù)����、新材料、新結(jié)構(gòu)的技術(shù)鑒定書(shū)����。
(7)做好工序交接檢查、分項(xiàng)分部工程質(zhì)量檢查報(bào)告�。
(8)及時(shí)處理有關(guān)質(zhì)量事故,做好處理報(bào)告�����,提出合適的糾正與預(yù)防措施��。
(9)及時(shí)反饋工序質(zhì)量動(dòng)態(tài)的統(tǒng)計(jì)資料或管理圖表�����。
(10)及時(shí)做好工程項(xiàng)目驗(yàn)收資料�����。

二、過(guò)程檢查與終檢
1�、檢查內(nèi)容
(1)物資準(zhǔn)備檢查。對(duì)采購(gòu)的材料�、進(jìn)場(chǎng)的鋼構(gòu)件,顧客提供的產(chǎn)品外觀�����、尺寸上是否滿(mǎn)足技術(shù)質(zhì)量標(biāo)準(zhǔn)�,機(jī)工具輥否處于良好工作狀態(tài)。
(2)開(kāi)工前檢查?���,F(xiàn)場(chǎng)是否具備開(kāi)工條件,開(kāi)工后能否保證工程質(zhì)量���。
(3)工序交接檢查���。對(duì)于重要工序或?qū)こ藤|(zhì)量有重大影響的工序,在自檢互檢的基礎(chǔ)上����,還要加強(qiáng)質(zhì)檢人員巡檢和工序交接檢查����。
(4)隱蔽工程檢查����。凡是隱蔽工程需質(zhì)檢人員認(rèn)證后方能掩蓋��。安裝現(xiàn)場(chǎng)此工作尚須經(jīng)顧客監(jiān)理認(rèn)證��。
(5)跟蹤監(jiān)督檢查�。對(duì)施工難度較大的工程結(jié)構(gòu),或有特殊要求易產(chǎn)生質(zhì)量問(wèn)題的施工應(yīng)進(jìn)行隨班跟蹤監(jiān)督檢查�����。
(6)對(duì)分項(xiàng)�、分部工程完工后應(yīng)在自行檢查后,經(jīng)監(jiān)理人員認(rèn)可����,簽署驗(yàn)收記錄。
2��、檢查的方法
檢查方法分現(xiàn)場(chǎng)進(jìn)行質(zhì)量檢查和試驗(yàn)檢查
(1)現(xiàn)場(chǎng)進(jìn)行質(zhì)量檢查的方法有目測(cè)法和實(shí)測(cè)法
a���、目測(cè)法
目測(cè)檢查法的手段���,可以歸納為看�����、摸����、敲��、照四個(gè)字�����。
看 就是根據(jù)質(zhì)量標(biāo)準(zhǔn)進(jìn)行外觀目測(cè)����。如:鋼材外觀量,應(yīng)是無(wú)裂縫��、無(wú)結(jié)疤���、無(wú)折疊�����、無(wú)麻紋���、無(wú)氣泡和無(wú)夾雜;施工工藝執(zhí)行����,應(yīng)是施工順序合理,工人操作正常�,儀表指示正確;焊縫表面質(zhì)量�����,應(yīng)是無(wú)裂縫�、無(wú)焊瘤、無(wú)飛濺�����,咬邊����、夾渣、氣孔����、接頭不良等應(yīng)達(dá)到《施工及驗(yàn)收規(guī)范》的有關(guān)規(guī)定�。
涂裝施工質(zhì)量���,應(yīng)是除銹達(dá)到設(shè)計(jì)和合同所規(guī)定的等級(jí)��,涂后4h不得雨淋���,漆膜表面應(yīng)均勻、細(xì)致��、無(wú)明顯色差�、無(wú)流掛、失光����、起皺、針孔�����、氣泡����、脫落�����、臟物粘附、漏涂等�����。
摸 就是手感檢查��。主要適用于鋼結(jié)構(gòu)工程師中的陰角����,如鋼構(gòu)件的加勁板切角處的光潔度和該處焊接包角情況可通過(guò)手摸加以鑒別。
敲 就是用工具進(jìn)行音感檢查�����。如鋼結(jié)構(gòu)工程柱角墊板是否墊實(shí)���,高強(qiáng)度螺檢連接處是否密貼�、打緊均可采用敲擊檢查��,通過(guò)聲音的虛實(shí)確定是否緊貼。
照 對(duì)于難以看到或光線較暗部位�����,則可采用鏡子反身射或燈光照射的方法進(jìn)行檢查���。
b 實(shí)沒(méi)法
實(shí)測(cè)檢查法�,就是通過(guò)實(shí)測(cè)數(shù)據(jù)與施工規(guī)范及評(píng)定標(biāo)準(zhǔn)所規(guī)定的允許偏差對(duì)照���,來(lái)判別質(zhì)量是否合格�,實(shí)測(cè)檢查法的手段�,可以歸納為量、拉��、測(cè)�、塞四個(gè)字。
量 就是用鋼卷尺����、鋼直尺、角尺�����、游標(biāo)卡尺、焊縫檢驗(yàn)尺等檢查制作精度�,量出安裝偏差,量出焊縫外觀尺寸���。
拉 就是用拉線方法檢查構(gòu)件的彎曲�、扭曲����。
測(cè) 就是用測(cè)量工具和計(jì)量?jī)x器等檢測(cè)軸線����、標(biāo)高、垂直度���、焊縫內(nèi)部質(zhì)量�、溫度��、濕度等的偏差���。
塞 就是用塞尺��、試孔器��、弧形套模等進(jìn)行檢查�����。如用塞尺對(duì)高強(qiáng)度螺栓連接接觸面間隙的檢查�����,孔的用試孔器進(jìn)行檢查��,網(wǎng)架鋼球用弧形套模進(jìn)行檢查�。
(2)試驗(yàn)檢查
試驗(yàn)檢查是指須通過(guò)試驗(yàn)手段,才能對(duì)質(zhì)量進(jìn)行判斷的檢查方法���。如對(duì)需復(fù)驗(yàn)的鋼材進(jìn)行機(jī)械性能試驗(yàn)和化學(xué)分析����、焊接工藝評(píng)定的試驗(yàn)����、焊接拖帶試板試驗(yàn)、高強(qiáng)度螺栓連接副試驗(yàn)��、摩擦面的抗滑系數(shù)試驗(yàn)等�����。
安裝工程質(zhì)量控制一覽表(作業(yè)程序名稱(chēng)及質(zhì)量控制內(nèi)容)
1原材料、鋼構(gòu)件等的檢查 核對(duì)材質(zhì)規(guī)格����,出廠證明書(shū)檢查,各部尺寸的測(cè)量���,構(gòu)件外觀檢查�,必要的理化試驗(yàn)
2堆存內(nèi)運(yùn) 外觀檢查����,防變形措施
3 基礎(chǔ)復(fù)測(cè) 水平線��,柱軸線
4 墊板設(shè)置 填實(shí)情況���,尺寸位置�,固定情況
5 吊裝就位與調(diào)整 吊裝垂直度��、水平度����,位移偏差等尺寸檢查
6 高強(qiáng)度螺檢連接 試驗(yàn)報(bào)告��,初擰與終擰扭矩�����,摩擦面的處理情況�,終擰后的檢查
7 焊接 預(yù)熱情況�,焊渣清除,焊道尺寸�,焊接缺陷與處理,必要的理化試驗(yàn)和無(wú)損檢測(cè)
8 矯正 網(wǎng)架糾偏措施實(shí)施情況
9 實(shí)測(cè)記錄 實(shí)測(cè)數(shù)據(jù)核實(shí)認(rèn)證
10 除銹 表面清潔度�����,外觀油污等
11 涂裝 測(cè)定干膜厚度���,氣候情況����,補(bǔ)漆處的處理等
12 交工驗(yàn)收 資料準(zhǔn)備情況����,實(shí)物質(zhì)量情況
 膜結(jié)構(gòu)牛舍
膜結(jié)構(gòu)牛舍
 膜結(jié)構(gòu)車(chē)棚
膜結(jié)構(gòu)車(chē)棚
 膜結(jié)構(gòu)景觀
膜結(jié)構(gòu)景觀
 膜結(jié)構(gòu)看臺(tái)
膜結(jié)構(gòu)看臺(tái)
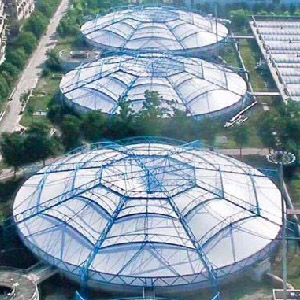 污水池加蓋
污水池加蓋
 膜結(jié)構(gòu)充電柱
膜結(jié)構(gòu)充電柱
 膜結(jié)構(gòu)出入口
膜結(jié)構(gòu)出入口
 膜結(jié)構(gòu)通道
膜結(jié)構(gòu)通道
 膜結(jié)構(gòu)小品
膜結(jié)構(gòu)小品
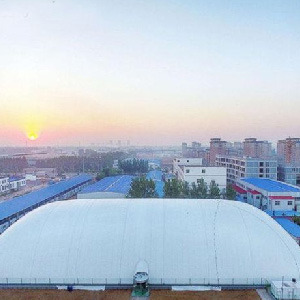
 充氣膜場(chǎng)館
充氣膜場(chǎng)館
 膜結(jié)構(gòu)體育場(chǎng)
膜結(jié)構(gòu)體育場(chǎng)
 膜結(jié)構(gòu)煤棚
膜結(jié)構(gòu)煤棚
 土壤修復(fù)大棚
土壤修復(fù)大棚